

effects of uncontrolled humidity
INDUSTRIAL CONDITIONING EQUIPMENT offers energy efficient, precise climate control for the Food & Beverage industries, ensuring that you are USDA compliant in providing top quality product. We will design & provide the appropriate climate control system to ensure your facility maintains the ideal humidity level for your specific food and beverage application.
applications
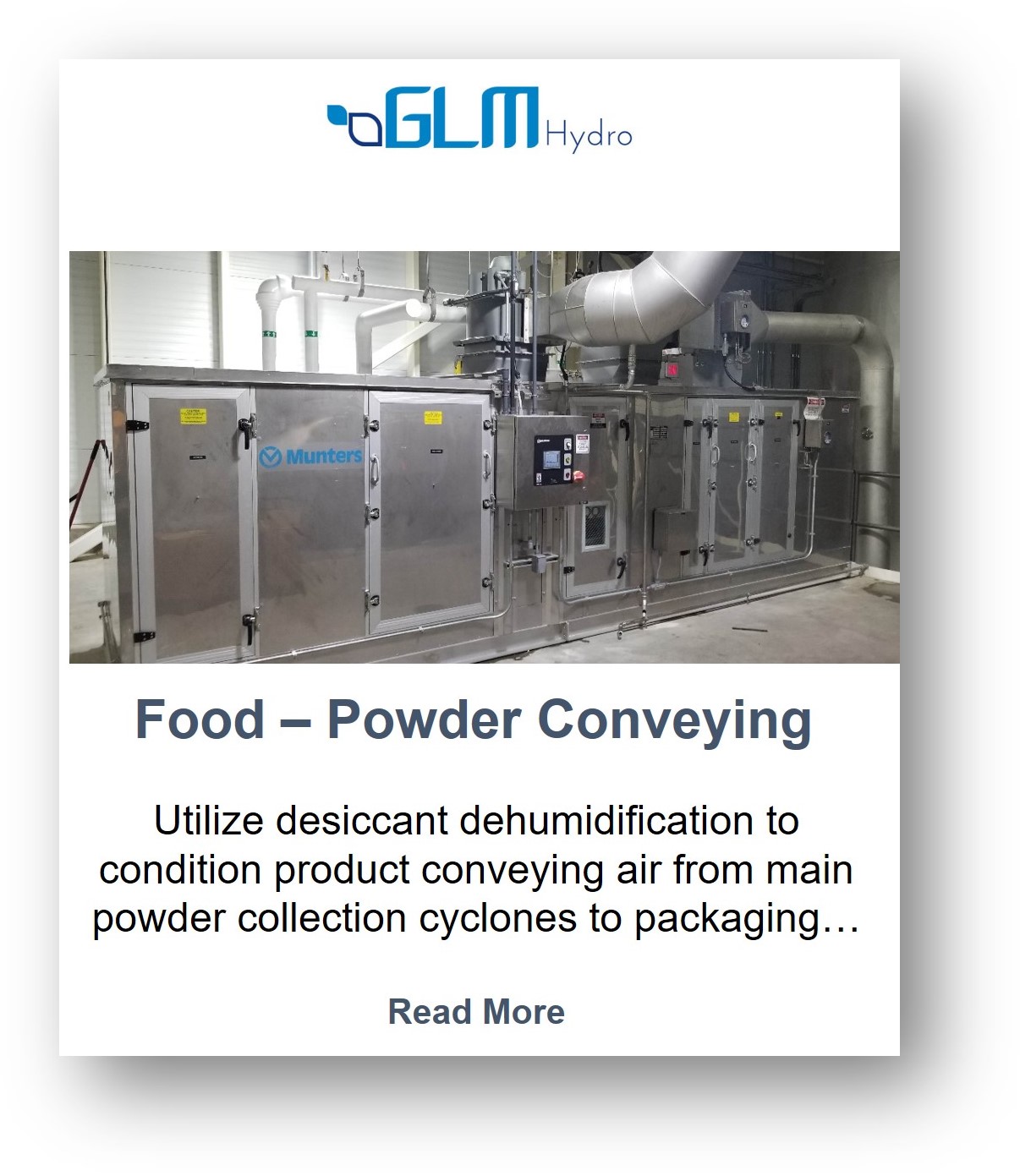
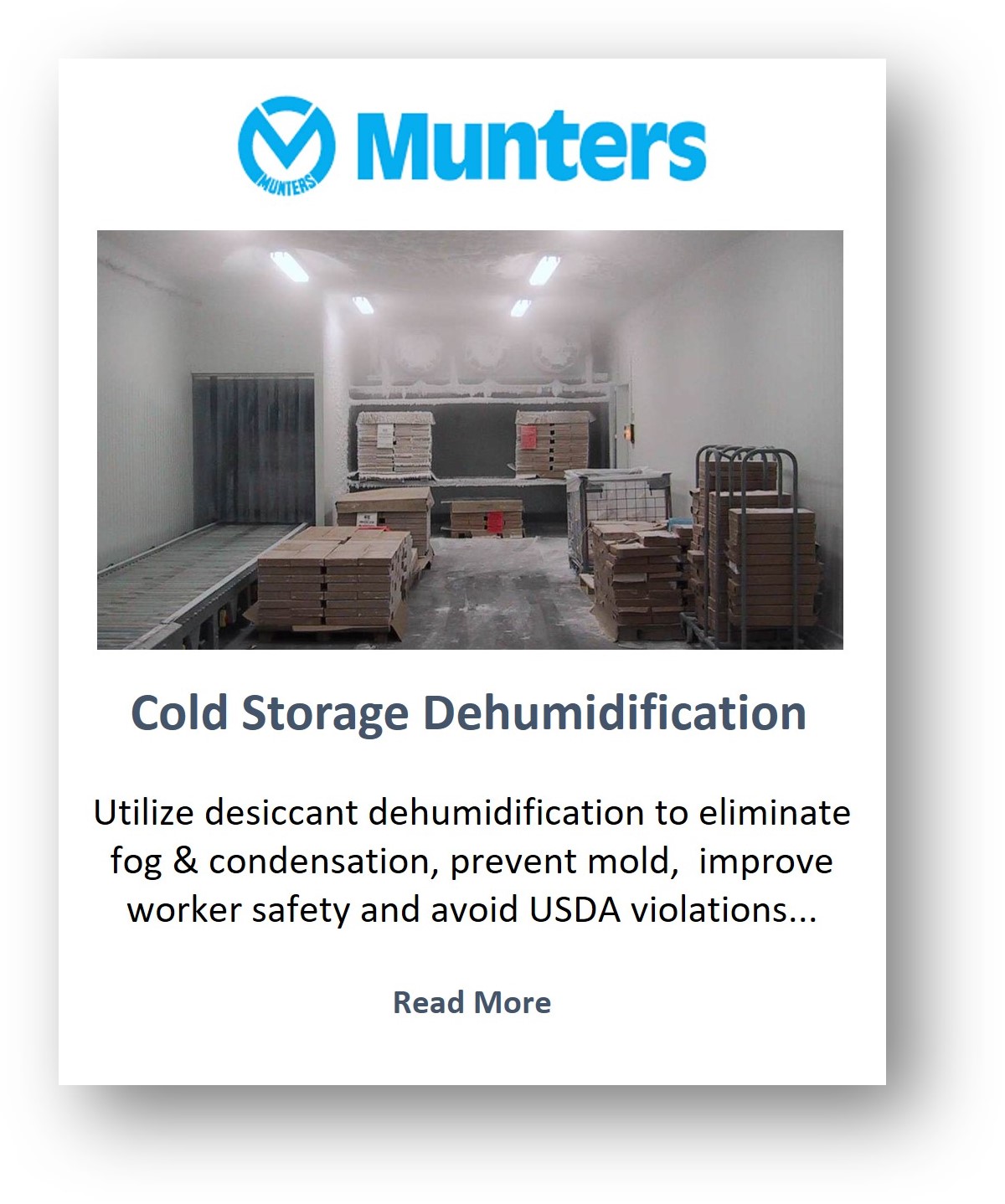
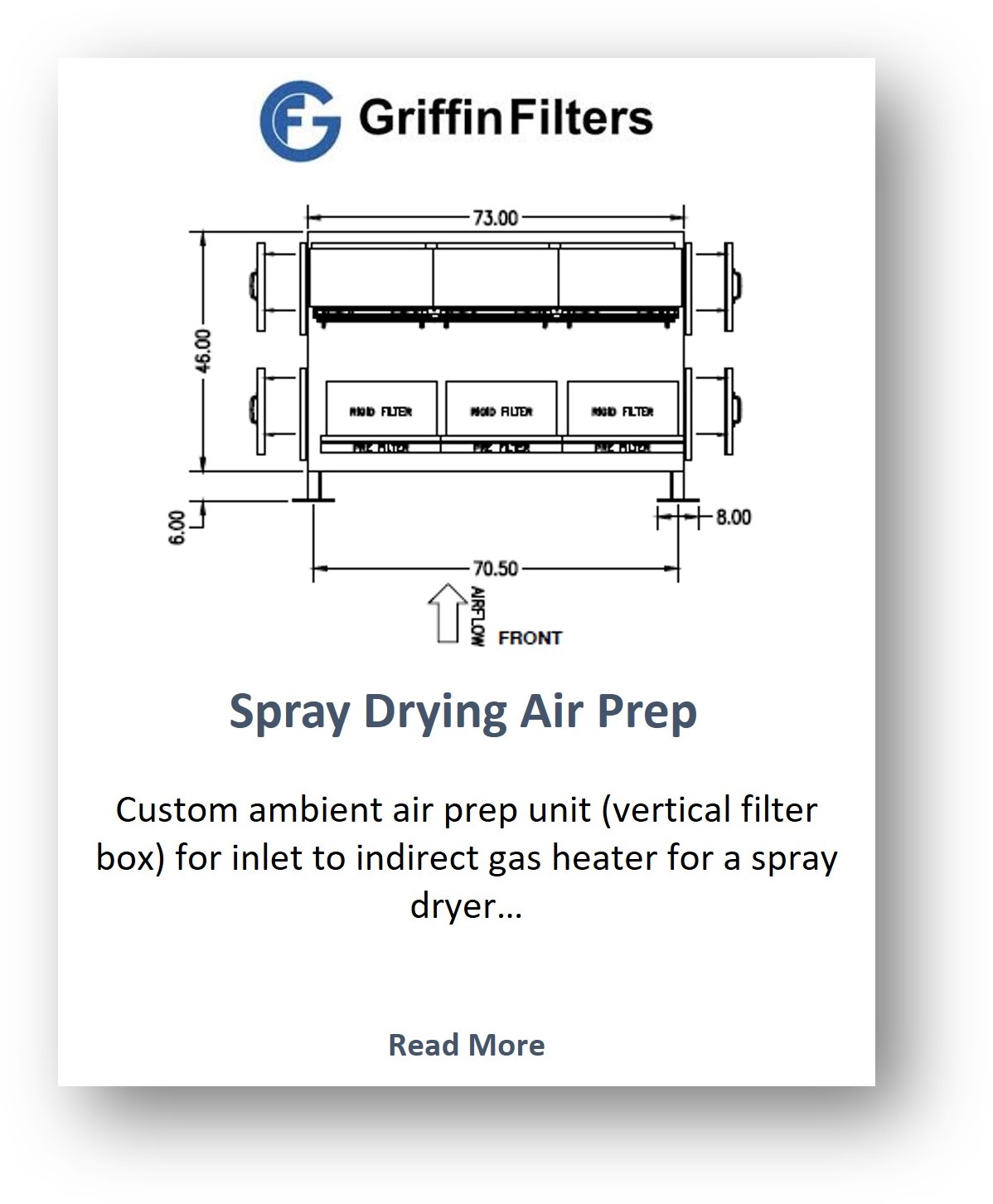
Common Food & Beverage Applications that Need Specialty Air Treatment Equipment
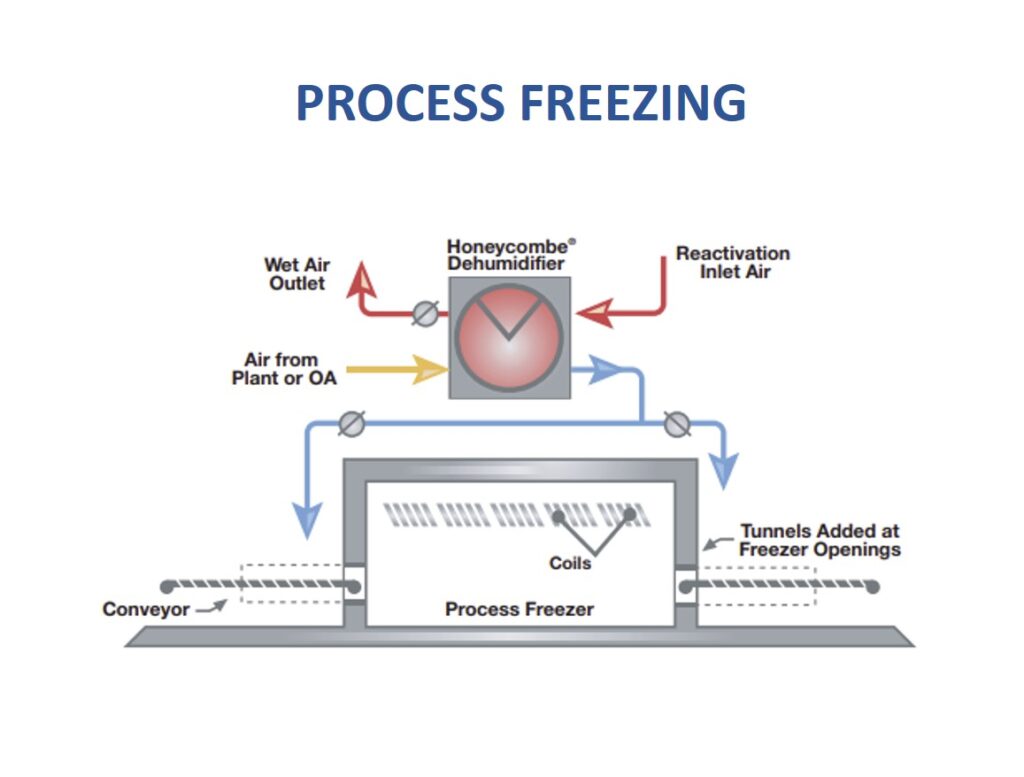

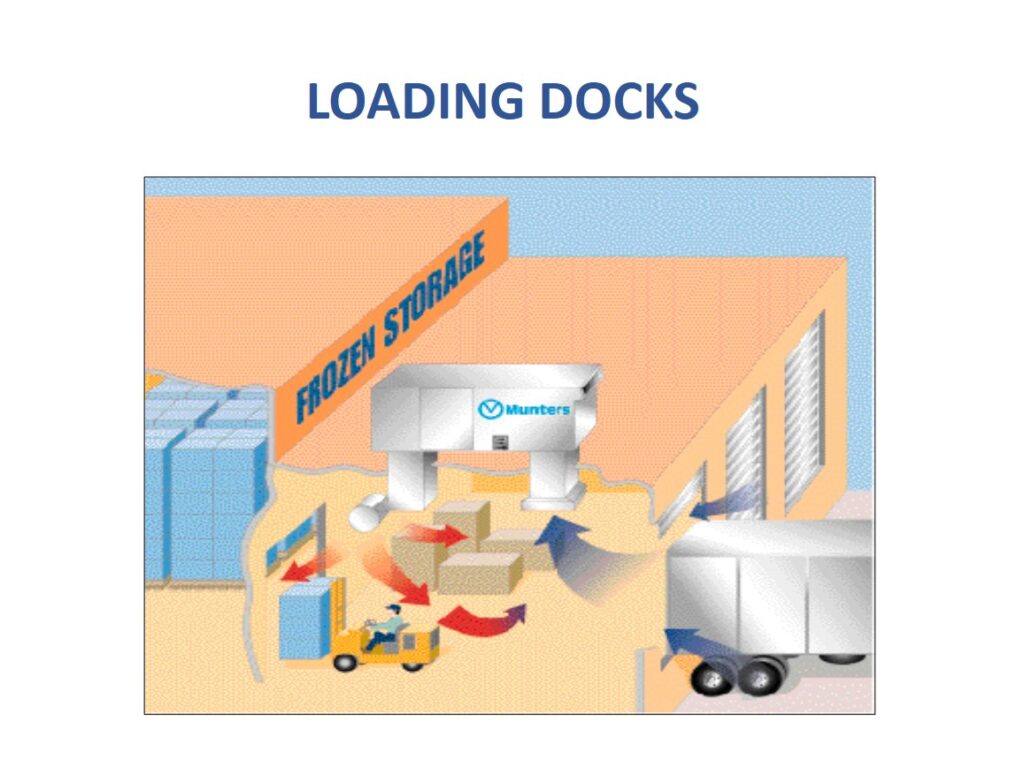
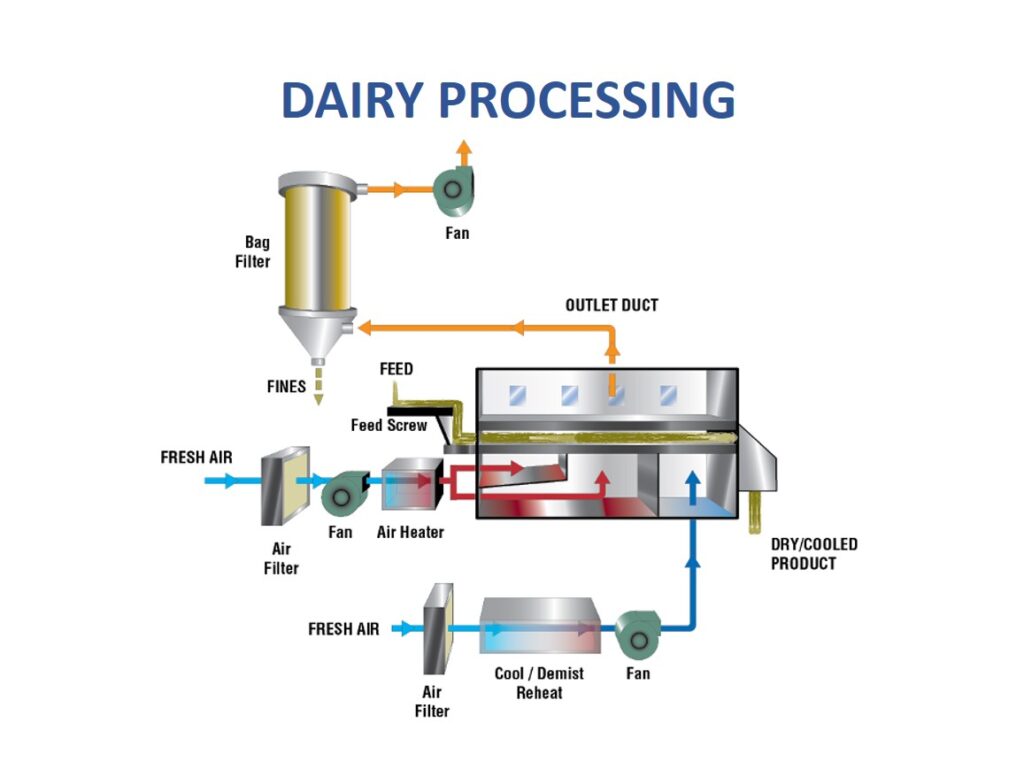





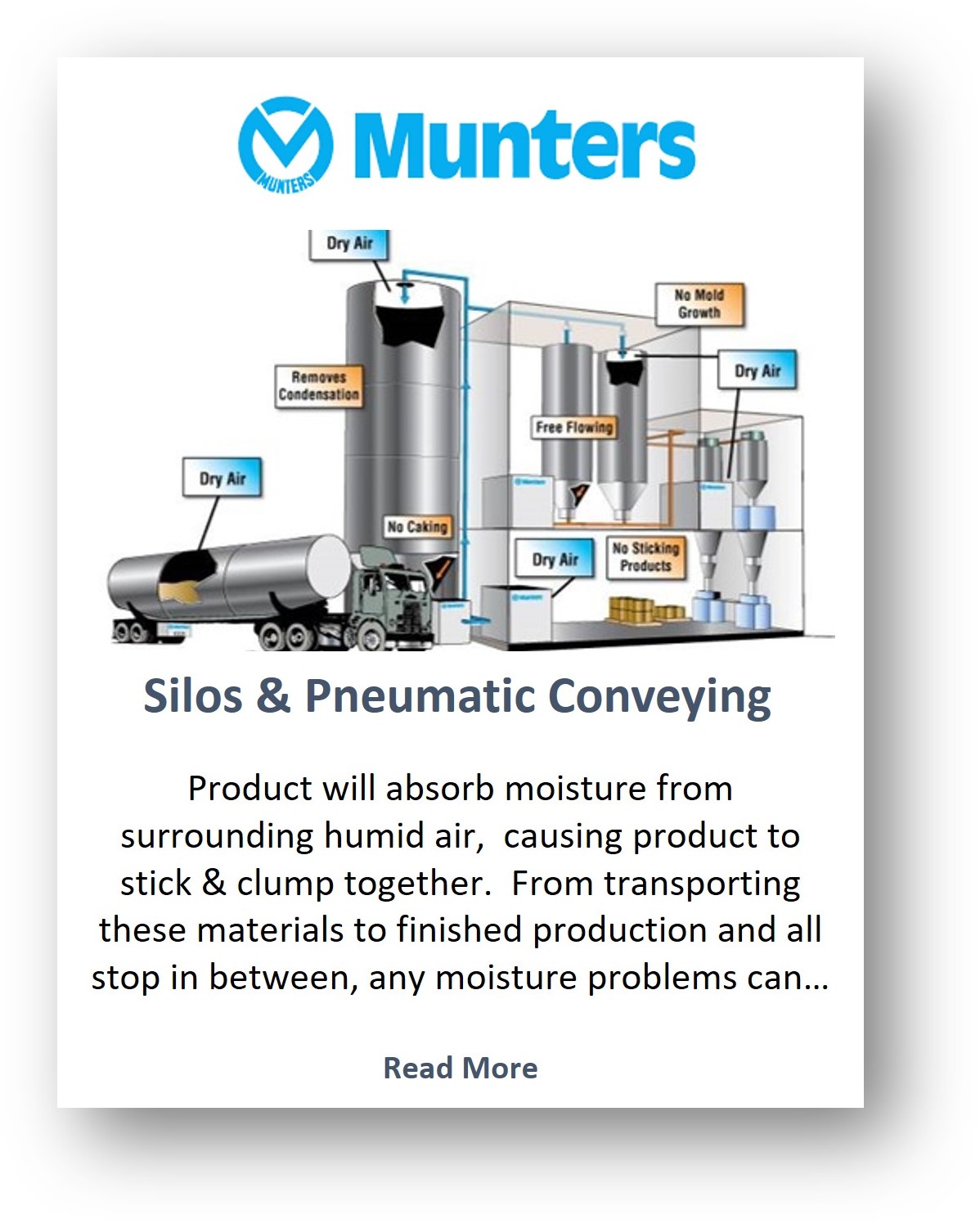
SOLUTIONS TO UNCONTROLLED HUMIDITY
ICE has extensive experience in controlling climate conditions. By controlling the humidity, condensation can be prevented, and growth of mold & fungus greatly reduced. Custom dehumidification equipment can create stable conditions all year round, guaranteeing reliable quality, less waste and longer shelf life for your food and beverage products.


BENEFITS OF DEHUMIDIFICATION - MUNTERS
Air treatment solutions for temperature and humidity control can provide the following benefits:
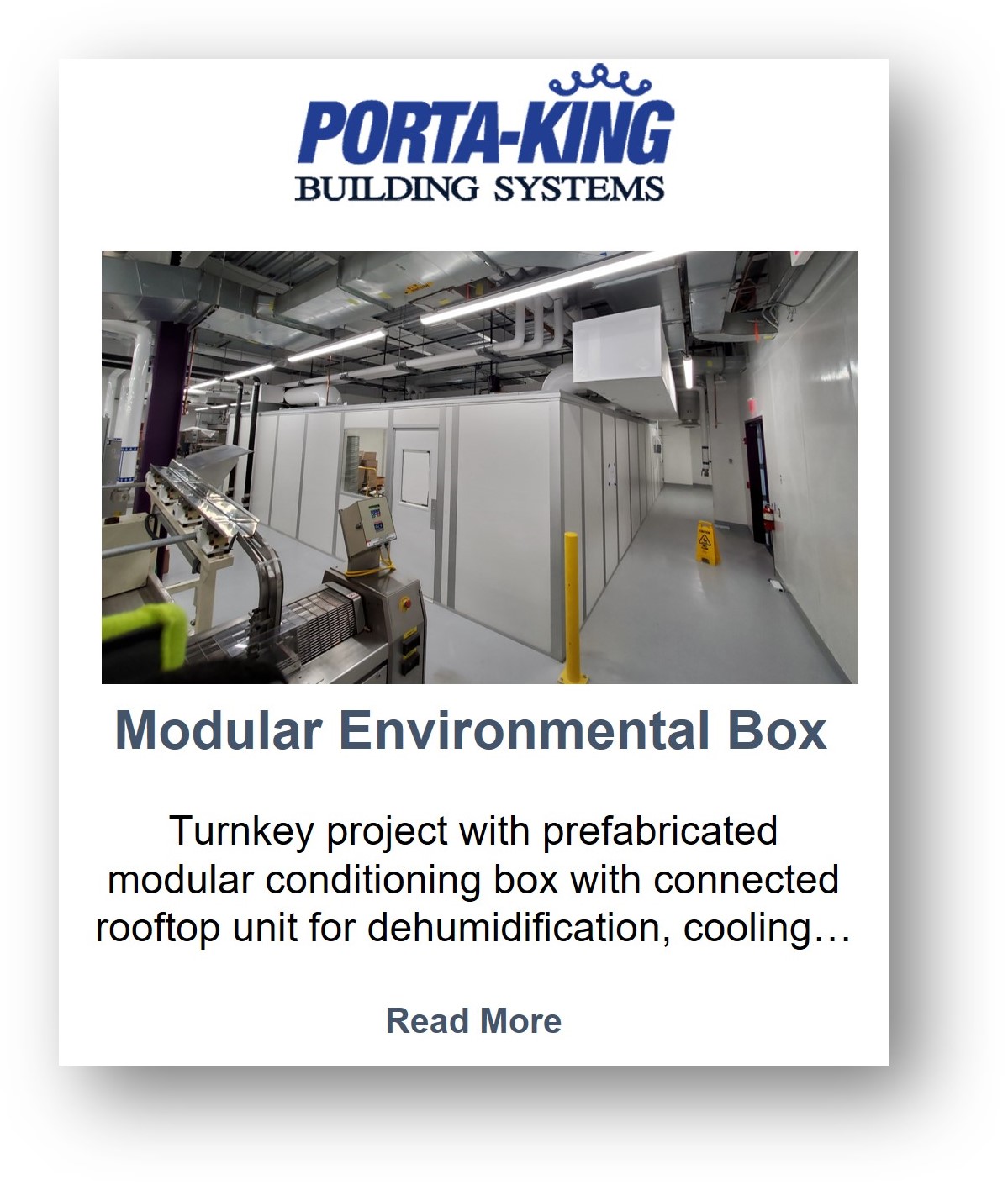
relevant case studies
Other Advantages with Munters
As the world’s biggest supplier of desiccant dehumidifiers and air handling solutions, we understand the importance of exceeding the requirements and standards of the food and beverage industry. Munters is HACCP certified in order to secure a comfortable, safer, and healthy climate for employees. With a global network of production facilities certified to ISO9001 and ISO14001, Munters places the highest priority on environmental considerations, in a constant ongoing process, involving all employees. All products leaving our premises are thoroughly tested to ensure smooth operation and minimum energy consumption.